В Кольской ГМК испытывают новую линию резки кобальта
Опытно-промышленные испытания полуавтоматической линии резки и упаковки кобальтовых катодов проводили в течение трех дней.
Напомним, в Кольской ГМК создают совершенно новое и уникальное для России кобальтовое производство. Реализация этого масштабного инвестпроекта позволит компании выпускать электролитный кобальт высших марок.
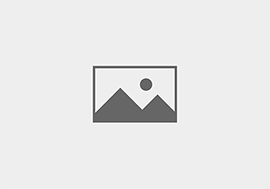
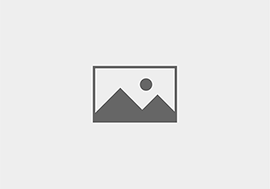
Товарный вид выпускаемой продукции придают на произведенной в Нидерландах полуавтоматической линии резки и упаковки кобальтовых катодов толщиной от 1,5 до 8 мм. Она позволяет получать готовую продукцию двух видов: полос и блоков (квадратов) Она состоит из двух ножниц вертикального действия, двух подающих столов, двух манипуляторов, системы конвейеров, вспомогательного оборудования и станции заполнения и взвешивания бочек. Все это оборудование и подвергли трехдневным круглосуточным испытаниям.
 |
|
| Александр Елесичев |
Как отмечает старший мастер кобальтового отделения цеха электролиза никеля КГМК Александр Елесичев, «иностранка» проявляет себя достойно.
— Конечно, есть кое-какие замечания. Но все недочеты мы устраняем совместно с представителями фирмы-производителя. Для того и проводятся испытания, — рассказал Kn51 Александр Елесичев. — Они программно изменяют оборудование в соответствии с нашими запросами. Следует отметить, что не только мы, но и голландцы работают в цехе круглосуточно.
|
Схема работы линии После выгрузки и трехстадиальной промывки кобальтовые катоды из электролизного отделения №2 передаточным комплексом подаются в отделение готовой продукции №2. С помощью манипулятора катоды поочередно укладываются на подающий стол и поступают на ножницы №1 для резки на полосы шириной 25, 50 и 100 мм. Нарезанные полосы конвейером перемещаются к подающему столу №2, который перемещает их к ножницам №2. Они режут полосы на квадратные блоки заданного размера (25х25мм, 50х50мм, 100х100мм). Далее блоки поступают на конвейер, который направляет их к станции заполнения и взвешивания. Упаковкой для металлического кобальта в виде квадратных брикетов служат промышленные бочки. Вес каждой бочки, заполненной металлическим кобальтом, составляет 125 кг. Бочки с помощью манипулятора устанавливают на деревянные поддоны, закрепляют на них и после соответствующей маркировки поддоны с бочками отправляют на склад. |
Причем голландцы уже успели почувствовать себя частью коллектива Кольской ГМК — на них возложена большая ответственность не только довести до совершенства оборудование, но и научить специалистов компании на нем работать.
 |
|
| Питер Нафцгер |
— Конечно, процесс обучения проходит в экспресс-режиме. Но даже, не смотря на то, что говорим мы на разных языках, понимание с российскими коллегами достигнуто, — уверяет инженер по обслуживанию оборудовании Darley Sales B.V. Питер Нафцгер (Piter Nafzger). — В Кольской ГМК работают очень умные и ответственные люди. Они быстро учатся и замечательно работают. Просто отличные работники!
По проекту на полуавтоматической линии резки и упаковки кобальта каждую смену трудится бригада из пяти человек. Именно они осваивают все премудрости установленного в цехе оборудования. И, как сказал чистильщик готовой продукции, работающий на кобальтовом переделе ЦЭН, Станислав Давыдов, преимущества этой линии очевидны.
 |
|
| Станислав Давыдов |
— Что для человека самое важное? Его здоровье! И с точки зрения соблюдения рабочимитехники безопасности новое оборудование на порядок превосходит то, на котором мы работали до сих пор, — сказал Станислав Давыдов. — Оно сделано по последним требованиям техники безопасности. К примеру, лента снабжена специальными электрическими датчиками движения. Если при запуске режущих агрегатов кто-то попадет в поле луча, процесс тут же будет остановлен. Еще один плюс — ручной труд сведен к минимуму. Практически все процессы автоматизированы.
Пока же промышленные испытания продолжаются. После их окончания будут подведены итоги, и станет ясно, насколько хорошо новая линия справится с запланированными нагрузками.